全國服務熱線:
全國服務熱線:
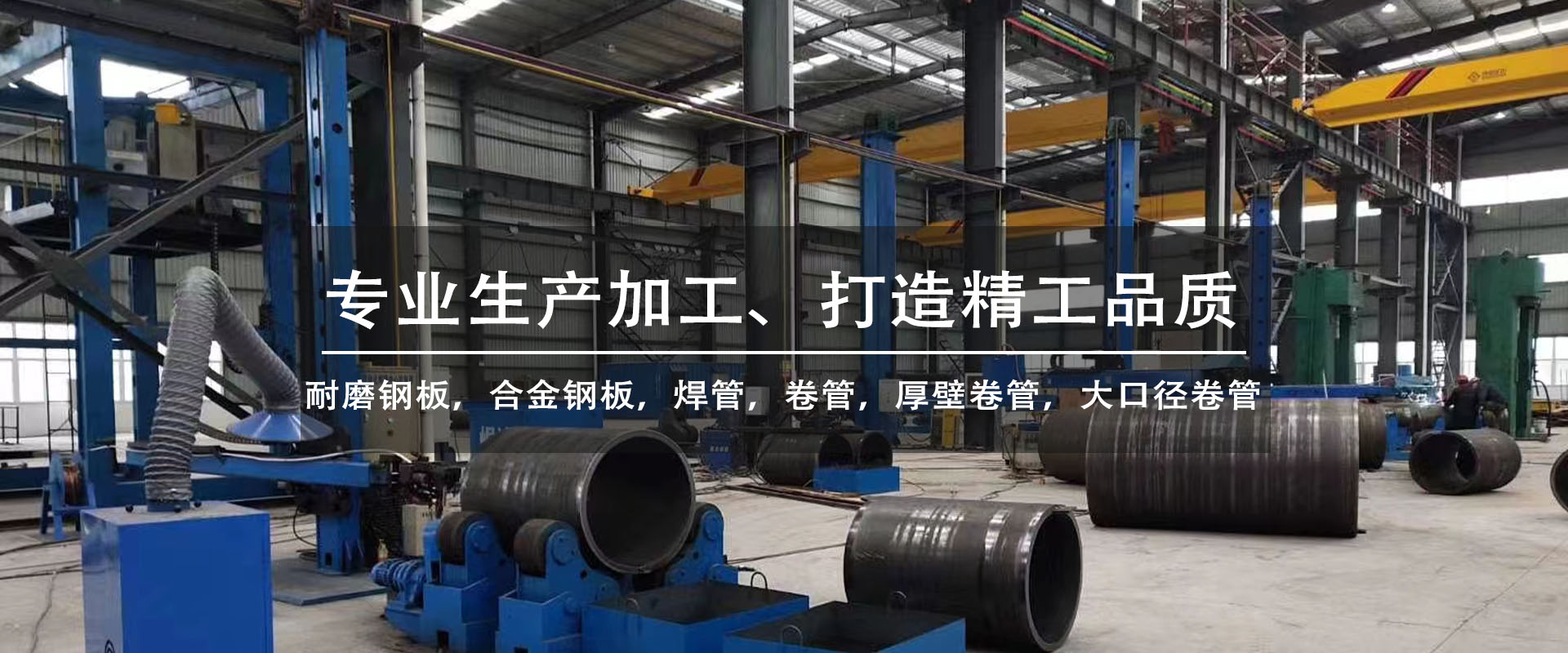

在焊接工藝技術標準中,規定了具體采用的焊接工藝基本參數,以確保焊工培訓的準確性。焊接工藝技術標準方案設計的*終目的是根據焊接工藝技術標準,確保焊縫做到相關標準和關鍵運用要求。卷管作為一種普遍的無縫管,在工業化生產上有著廣泛的應用。目前主要做為石油地貌學勘查管和車子、國際航空公司用卷管。每一種產品的運用全是遭到這一和那一個的傷害,卷管也會受到傷害。使大家看一下是什么影響了卷管道。
卷管采用專用設備和制作工藝。在電弧焊接整個過程中,不僅要充分考慮高耐磨厚壁管管不銹鋼管的異地地應力效應,還必須考慮地理環境對焊接工藝的傷害。一般情況下,操作溫度、空氣相對濕度和風速全是會傷害卷管的焊工電焊焊接整個過程。在不一樣的情況下,對它的傷害也不一樣。
卷管造成的主要要素是不銹鋼線直徑不均勻、不銹鋼線聯接頭不均勻、不銹鋼線抗壓強度不均勻、送絲不平衡以及金屬復合材料毛刺導致的立管短路故障常見故障。在那樣的情況下,可選用避免和控制措施:檢查焊絲直徑。倘若導電嘴是原型導電嘴,則適當擴大導電嘴的直徑。要求焊絲生產廠家對焊絲聯接頭進行拋光處理,保證銜接頭直徑一樣,光纖激光切割抗壓強度一樣。注意板外的銑削和鉆削情況,確保沒有毛刺。準時釋放出來內部助焊膏,并進行磁屏蔽材料。
電弧焊接卷管是指熱軋帶鋼或碳鋼板塑性變形為環狀,接著電弧焊接電焊焊接成型,表面有接頭的無縫管。直縫電弧焊接管生產制造生產流程簡單,生產加工效率高,發展趨向迅速。卷管可采用電弧激光焊接、電弧焊接等焊接方法,在這其中電弧焊接是一種重要的焊接方法。電弧焊接是單脈沖在助焊膏層下引燃的一種電弧激光焊接方法,基本要素下列:在助焊膏層下,電孤在焊絲尾部與焊件間引燃,使助焊膏熔化、蒸發,造成氣體,在電光四周造成密閉式內壁.由于焊絲以熔滴的方法不斷送入熔池,并與熔化的原材料混和,電孤隨電弧焊接電焊焊接整個過程向前移動,熔池致冷凝固后造成電焊焊接,熔池表面有較為輕密度的煤灰,有效維護保養熔池金屬復合材料,致冷后造成渣殼。電弧激光焊接分為單面電弧激光焊接和雙面電弧激光焊接,具有電弧焊接電焊焊接高度高、無光電、煙塵少等優點。目前,電弧激光焊接已發展趨向雙雙對對絲和多絲電弧焊接電焊焊接。電弧焊接電焊焊接位置處于仰焊位置,電弧焊接電焊焊接電總流量大,電弧焊接電焊焊接時產生的熔池深,很容易進行******壁厚無縫管的焊工電焊焊接。由于人力資源傷害小,電焊焊接成形別具一格,焊縫穩定,適合大規模生產。

掃一掃,關注我們
聯系人:李經理
手機:13406358016
電話:0635-8878466 8878468
傳真:0635-8878468
郵箱:459902919@qq.com
廠址:聊城市開發區北城工業園
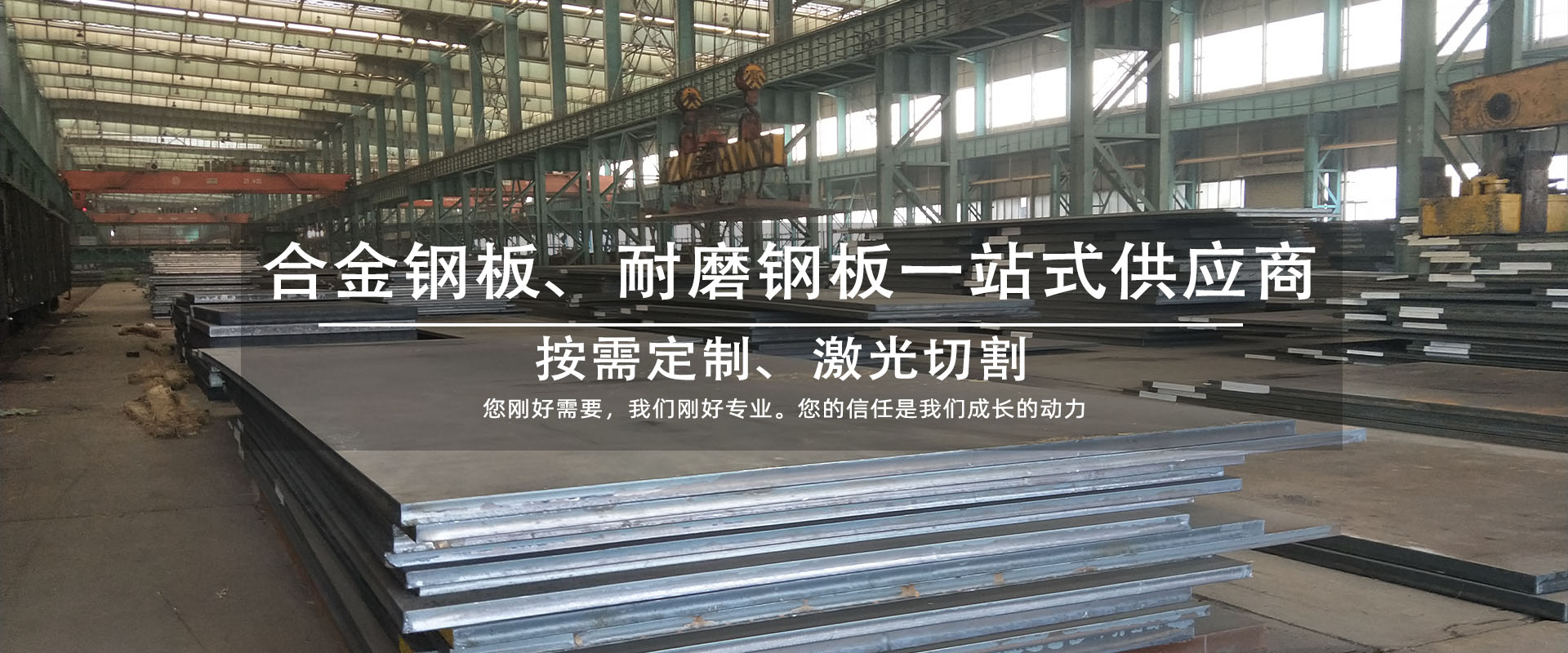
山東景億金屬制品有限公司是 卷管 厚壁卷管 板卷鋼管 鋼板卷管 大口徑卷管 合金鋼板 耐磨鋼板 等產品專業加工的公司,擁有完整、科學的質量管理體系
服務熱線