全國服務熱線:
全國服務熱線:
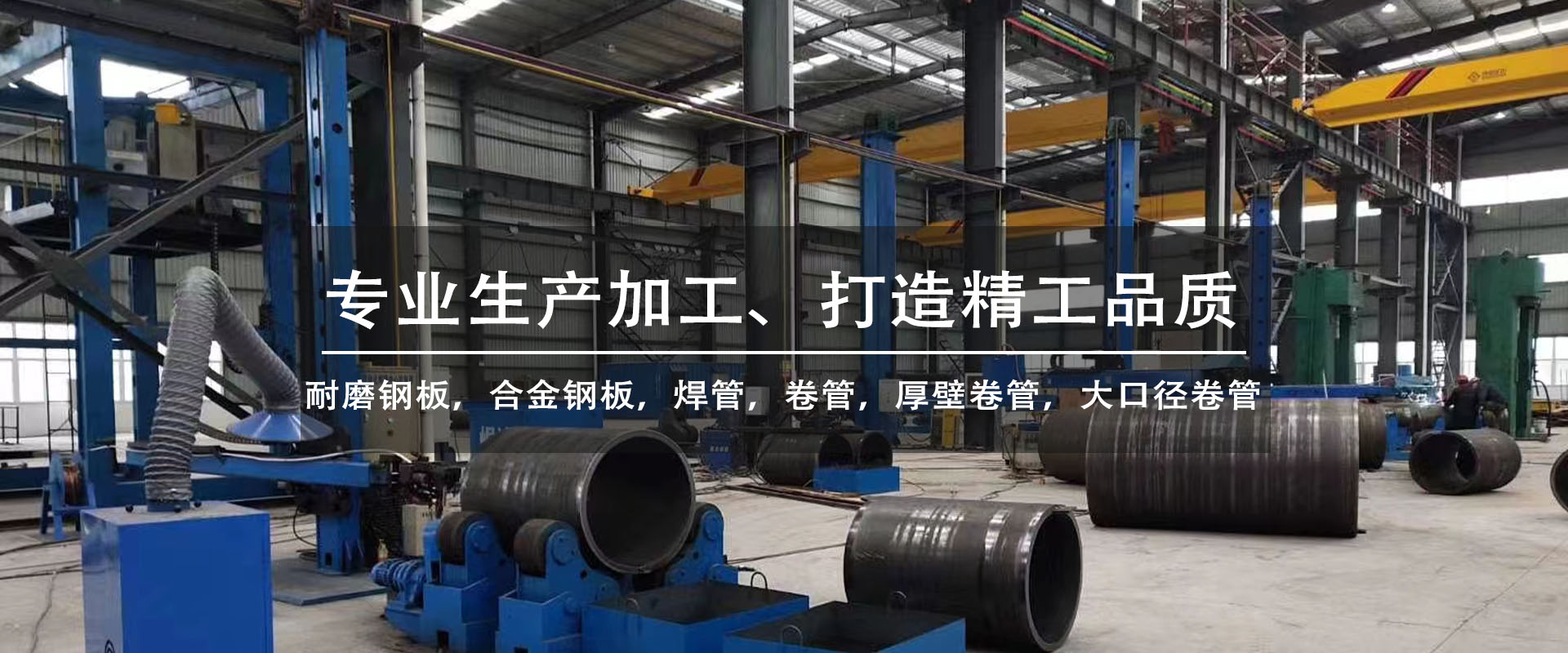

直縫厚壁卷管的制作工藝一般是在通過卷制而成,直縫厚壁卷管如果客戶要求的口徑特別大,一般的機器設備很難制作,這就需要卷管的制作方法,直縫厚壁卷管先是把鋼板卷制完成后,再對兩個卷制完成的鋼管進行焊接,卷管理論重量表成的焊縫也叫丁字焊,直縫厚壁卷管,大口徑厚壁卷管,大口徑厚壁卷管,直縫鋼管有時需要對兩個鋼板進行卷制和焊接,直縫厚壁卷管之所以一個管體可能出現兩條焊縫,小口徑厚壁卷管,也叫雙焊縫。
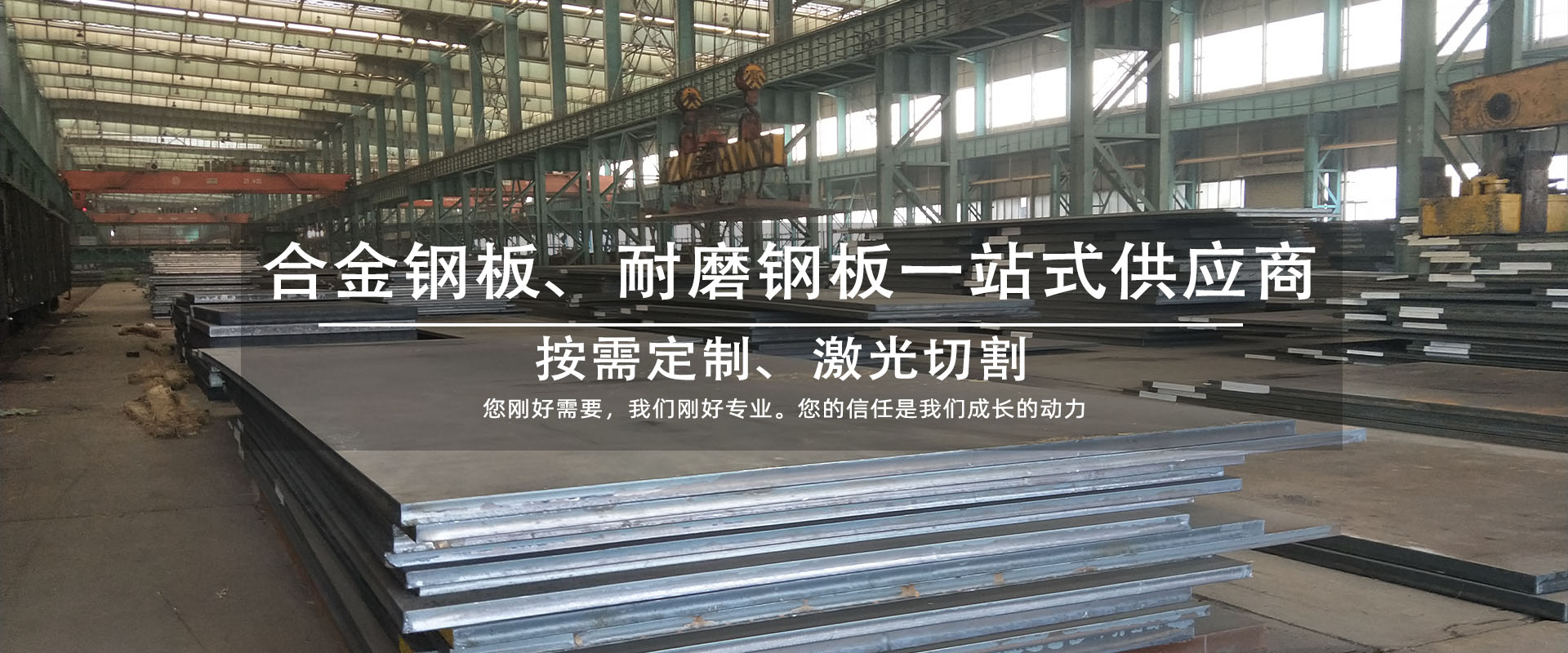
直縫厚壁卷管的材質比較廣泛,卷管廠家只要是在鋼廠能定到的鋼板,基本都可以制作。該產品*主要的問題就是焊接質量,焊接質量的好壞直接決定產品的質量,這是制作厚壁卷管中*主要的步驟。適合建筑、橋梁、堤壩等鋼結構承載用立柱、超大跨度建筑結構以及要求抗風抗震的電桿結構。
厚壁卷管主要的出產流程合格鋼板-板邊倒角-板邊預彎-成型-JCOE成型-卷管接縫連續焊接-管內接縫弧焊接-管外接縫埋弧接-整圓及矯直-管端倒角及修平-焊縫超聲波檢查-分歧格焊道修補-焊道X射線檢查-水壓試驗-焊道超聲波檢查-分歧格焊道修補-管內面干燥處理-管內面除銹處理-管內面防銹包覆處理-管外表面除銹處理-管外表面防銹包覆處理-成型。而厚壁卷管多應用于空心零件的坯料。埋弧焊卷管機組,成型機組形式有UOE、RBE、JCOE等。其中GB/T9711分為三個部門:A級鋼、B級鋼、C級鋼。根據客戶的要求進行長度處理。焊制完成后需要進行探傷檢測。在厚壁卷管出產過程中,五線一直埋弧焊焊接技術研究的熱門。出口的卷管需要進行坡口,刷漆,加管帽。目前,世界上只有少數國家把握了提高前輩的出產技術。卷管雙目拆卷機合用于小直徑高速卷管的單位。大口徑厚壁卷管是一種用量大、可靠性高的油氣輸送管道用卷管。

掃一掃,關注我們
聯系人:李經理
手機:13406358016
電話:0635-8878466 8878468
傳真:0635-8878468
郵箱:459902919@qq.com
廠址:聊城市開發區北城工業園
山東景億金屬制品有限公司是 卷管 厚壁卷管 板卷鋼管 鋼板卷管 大口徑卷管 合金鋼板 耐磨鋼板 等產品專業加工的公司,擁有完整、科學的質量管理體系
服務熱線